




VMC850B CNC-fresemaskin, vertikalt maskinsenter
Produktfunksjoner



1. Generell instruksjon
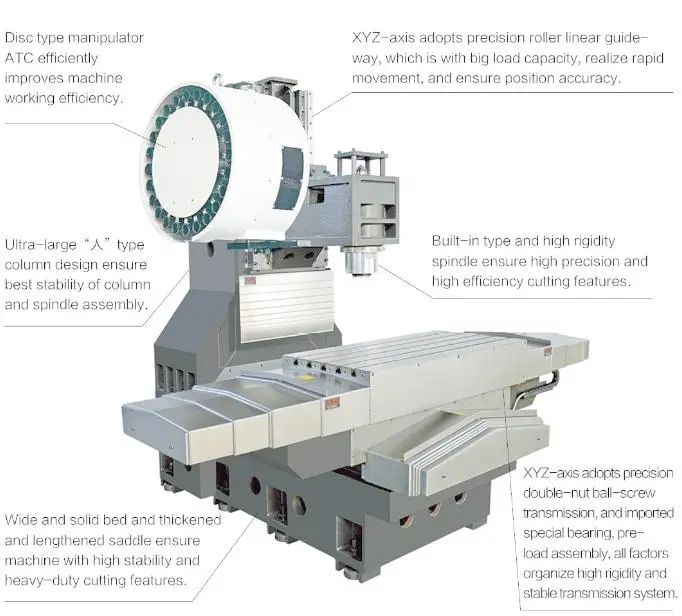
Denne maskinen er designet med vertikal rammeoppsett. Søylen er montert på maskinhuset, spindelboksen glir på søylen og danner Z-aksebevegelse, sadelen glir på maskinhuset og danner Y-aksebevegelse, og arbeidsbordet glir på sadelen og danner X-aksebevegelse. Tre akser er alle lineære føringer med høyere matehastighet og høyere presisjon. Vi bruker grått støpejern av høy kvalitet til maskinhuset, søylen, sadelen, arbeidsbordet og spindelboksen med harpikssandteknologi og 2 ganger aldringsbehandling for å eliminere den interne restspenningen i materialet. Disse delene er alle optimalisert av SolidWorks-programvare, noe som forbedrer stivheten og stabiliteten betraktelig, ikke bare for disse delene, men også for maskinen. Det vil også begrense deformasjon og vibrasjon forårsaket av skjæring. De viktigste delene er importert fra verdenskjente merker for å gi maskinen høyere stabilitet og holdbarhet. Denne maskinen kan oppnå prosessene fresing, boring, brotsjen, kjedeboring, brotsjen, gjenging og brukes vanligvis til militær-, gruve-, bil-, støpe-, instrumenterings- og annen mekanisk prosesseringsindustri. Den kan brukes til alle typer høypresisjon og mange prosessmodeller. Den er bra for små og mellomstore bedrifter med mange forskjellige varianter, og den kan også settes i en automatisk produksjonslinje.
2. Tre akser system
Tre akser er alle lineære føringsbaner og har et design med stort spenn for varig presisjon. Motorene på de tre aksene er direkte koblet til høypresisjonskuleskruer med fleksibel kobling uten mellomrom. Hver kuleskrue på de tre aksene er importert fra presisjonsvinkelkontaktkuleskruer og profesjonelle lagre matchet. Vi vil også forspenne kuleskruene for høyere nøyaktighet og presisjon. Z-aksens servomotor har en automatisk bremsefunksjon. Ved strømbrudd kan motorbremsen automatisk holdes av bremsen for å forhindre at den roterer, noe som spiller en rolle i sikkerhetsbeskyttelsen.
3. Spindelenhet
Spindelen er produsert av en profesjonell produsent for å sikre høy presisjon og stivhet. Spindellageret er fra det verdenskjente merket med høy presisjonslager, og er montert under konstant temperatur og støvfritt. Deretter vil alle spindler gjennomgå en dynamisk balansetest for å sikre levetid og pålitelighet. Den er utstyrt med et lavtrykksluftbeskyttelsessystem, som blåser lavtrykksluft inn i spindelens indre rom og danner et luftbeskyttelseslag for å forhindre at støv og kjølevæske kommer inn i spindelen. Under disse forholdene vil spindellageret fungere i et forurenset miljø, noe som vil beskytte spindelenheten og gi spindelen lengre levetid. Spindelhastigheten kan endres trinnvis innenfor spindelhastighetsområdet, som styres av motorens indre kode for å være i samsvar med spindelorientering og stiv gjenging.
4. Verktøybyttesystem
Standard verktøymagasinkapasitet på denne maskinen er 24T og er montert på sidesøylen. Når den bytter verktøy, drives verktøyplaten og posisjoneres av motordrevet fresekammekanisme, etter at spindelen når posisjonen for verktøybytte, vil ATC utføre verktøybyttet og sende verktøyaksjonen. ATC er fresekammekanismen og forspenner, slik at den kan rotere med høy hastighet, noe som er bedre for raskt og korrekt verktøybytte.
5. Kjølevæskesystem
Maskinen er utstyrt med en storstrøms oppreist nedsenkingspumpe og en vanntank med stor kapasitet. Kjølepumpens hastighet er 2 m³/t for å sikre tilstrekkelig resirkulering av kjøling. Det er en kjøledyse på spindelboksens endeflate, som kan produsere luftkjølevæske og vannkjølevæske for verktøyet og arbeidsstykkene. Utstyrt med luftpistol for rengjøring av maskin og arbeidsstykker.
6. Pneumatisk system
Den pneumatiske enheten kan filtrere urenheter og fuktighet i gasskilden for å unngå skade og erosjon av maskindeler. Magnetventilenheten styrer programmet via PLS for å sikre at handlingene til spindelavspenningsverktøyet, spindelsenterblåsing, spindelklemmeverktøyet og spindelluftkjølevæsken kan utføres raskt og korrekt. Hver gang spindelen byttes verktøy, blåses det ut ren trykkluft fra spindelsenteret for å rengjøre spindelens indre hull og verktøyskaftet for høy stivhet i kombinasjonen med spindel og verktøy. Dette vil forlenge spindelens levetid.
7. Maskinbeskyttelse
Vi bruker standard sikkerhetsbeskyttelsesskjold for maskinen, som ikke bare beskytter mot kjølevæskesprut, men også sikrer driften. Hver føringsskinne er utstyrt med beskyttelsesskjold for å hindre at kjølevæske og skjærestykker kommer inn i det indre rommet og reduserer slitasje og erosjon av føringsskinne og kuleskrue.
8. Smøresystem
Føringsbanen og kuleskruen er utstyrt med sentralsmøresystem og volumetrisk oljeseparator i hver node, som kan tilføre olje i faste mengder og på faste tidspunkter for å sikre at hver glideflate smøres og reduserer fabrikasjonsevnen. Dette vil forbedre nøyaktigheten og forlenge levetiden til kuleskruen og føringsbanen.
9. Spontransportørsystem
Vi tilbyr standard manuell sponfjerner med enkel betjening. Du kan også velge spontransportør med skrue eller hengsel.
| Punkt | Enhet | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Arbeidsbord | |||||
| Arbeidsbordstørrelse | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| T-spor (N × B × D) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Reise | |||||
| X-aksens bevegelse | mm | 640 | 640 | 850 | 1000 |
| Y-aksens bevegelse | mm | 400 | 400 | 500 | 500 |
| Z-aksens bevegelse | mm | 400 | 500 | 600 | 600 |
| Maskineringsområde | |||||
| Avstand fra spindelsenter til kolonnefront | mm | 440 | 476 | 572 | 572 |
| Avstand fra spindelenden til arbeidsbordet | mm | 120–520 | 120–620 | 120–720 | 120–720 |
| Maskindimensjon | |||||
| L×B×H | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Maskinvekt | |||||
| Maks. lastbæring av arbeidsbord | kg | 350 | 350 | 500 | 600 |
| Maskinvekt | kg | 3900 | 4100 | 5200 | 5600 |
| Spindel | |||||
| Spindelhullets koniskhet | BT40 | BT40 | BT40 | BT40 | |
| Spindelkraft | kw | 5,5 | 5,5 | 7,5/11 | 7,5/11 |
| Maks. spindelhastighet | o/min | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Mating (direktedrift) | |||||
| Maks. matehastighet | Mm/min | 10000 | 12000 | 12000 | 12000 |
| Rask matehastighet (X/Y/Z) | m/min | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Kuleskrue (diameter + ledning) | |||||
| X-aksens kuleskrue | 3210 | 3212 | 4016 | 4016 | |
| Y-aksens kuleskrue | 3210 | 3212 | 4016 | 4016 | |
| Z-aksens kuleskrue | 3210 | 4012 | 4016 | 4016 | |
| Verktøymagasin | |||||
| Verktøymagasinkapasitet | T | 16 | 16 | 24 | 24 |
| Verktøyskiftetid | s | 2,5 | 2,5 | 2,5 | 2,5 |
| Posisjoneringsnøyaktighet (nasjonal standard) | |||||
| Posisjoneringsnøyaktighet (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Nøyaktighet for omposisjonering (X/Y/Z) | mm | 0,005 | 0,005 | 0,005 | 0,005 |
| INGEN. | Navn | Merke |
| 1 | CNC-system | Seimens 808D-SYSTEM |
| 2 | Hovedmotor | Komplett sett med Siemens-drev inkludert servomotor |
| 3 | X/Y/Z-aksemotor, driver | Seimens |
| 4 | Kuleskrue | Hiwin eller PMI (Taiwan) |
| 5 | Kuleskruelager | NSK (Japan) |
| 6 | Lineære føringer | Hiwin eller PMI (Taiwan) |
| 7 | Spindelmotor | POSA/ROYAL (Taiwan) |
| 8 | Varmeveksler | Taipin/Tongfei (Joint-venture) |
| 9 | Hovedkomponenter i smøresystemet | Proton (fellesforetak) |
| 10 | Hovedkomponenter i det pneumatiske systemet | AirTAC (Taiwan) |
| 11 | Hovedkomponenter i det elektriske systemet | Schneider (Frankrike) |
| 12 | Vannpumpe | Kina |





